热销电话
400-023-2627


热销电话
400-023-2627

 发布时间:2021-12-06 13:57:49
发布时间:2021-12-06 13:57:49
 浏览量:1031次
浏览量:1031次

全国合作供应厂家超100家。
供货厂家遍布全国各个省,包含山东,山西,陕西,河南,唐山,天津,成都,重庆等等。
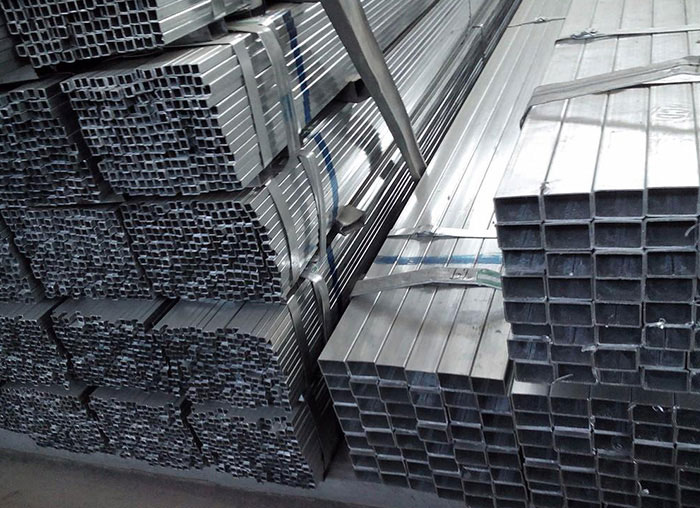
供应产品涵盖各种钢材产品,包含型材,管材,镀锌钢材,异形钢材等。
厂家批发没有中间差价。
全国50+批发网点,客户直接到就近网点提货,降低物流成本。
所有网点均设有仓库,常备10000吨库存,产品成本更低。
专业物流配送,贴心服务。
货物齐全,常备10000吨库存,一站式采购。
全国50+批发网点,就近采购,当天即可送达。
产品价格更低,更易成交。
产品齐全,满足客户的各种需求。
产品质量有保障,客户回购率高。











 渝公网安备 50010702504717号
渝公网安备 50010702504717号